Quality Without Compromise: How John Cockerill Builds Safety and Reliability Into Every Electrolyzer

June 24th 2026
When you invest in a large-scale electrolyzer system, you are making a long-term commitment. Not in months, but in years of safe, reliable hydrogen production, under demanding operating conditions, with significant financial and operational stakes attached.
The question worth asking before you sign is not just whether the system works on day one. It is whether it will still perform as specified years into operation, and whether the manufacturer’s quality commitments extend well beyond the moment of delivery.
The most important thing a rigorous quality program delivers to a customer is reduced risk of unexpected outcomes: safety incidents, schedule disruptions, rework costs, or operational underperformance in the field. An electrolyzer manufacturer with a structured, externally validated quality framework does not simply promise that these things will not happen. It provides documented evidence that supports that confidence.
The right questions to ask when evaluating an electrolyzer supplier go beyond certifications and ratings. How is quality embedded in the design process? In manufacturing? In project execution? Throughout the whole supply chain? Who holds accountability at each stage? What happens when something does not conform to specification, and how does the organization ensure it does not happen again?
At John Cockerill, those questions have specific, traceable answers.

Quality as a Safety Imperative
In most manufacturing contexts, quality is primarily about conformance to specification. In hydrogen electrolyzer manufacturing, the bar is higher. Alkaline electrolyzers operate under pressure, with reactive gases and high-concentration potassium hydroxide. A quality defect in this environment is not simply a performance shortfall. It can become a safety incident.
This shapes John Cockerill’s fundamental approach to quality. The priority hierarchy is explicit and non-negotiable:

When those priorities come into conflict, as they occasionally do in any complex project, the order holds. Quality is not a function that competes with delivery schedules or cost targets. It is the discipline that makes the product safe enough to deliver in the first place.
Three Dimensions of Quality Across the Value Chain
Quality at John Cockerill is not confined to a single department or a final inspection. It is structured across three interconnected domains, each operating at a different stage of the value chain and together covering the full arc of a product’s development and delivery.
Product Quality
Product quality begins at the design stage. John Cockerill’s engineering teams follow a structured stage-gate development process, designed in close collaboration with the quality function, that defines specific deliverables and review criteria at each phase of product development. This ensures the product is designed correctly from the outset rather than corrected after the fact. Quality is also involved in any subsequent change to the product or its components, and each modification is tested to confirm it meets the required standard before being incorporated.
A seemingly minor design change may affect whether a supplier can still manufacture a part to specification, or whether existing test data remains valid. Those impacts are evaluated before any change proceeds.
Supply & Manufacturing Quality
Supply & Manufacturing quality covers the production process itself. Component quality is controlled during the supplier process where incoming components are inspected before they enter the manufacturing line. Functional tests, visual inspections, and dimensional measurements are conducted throughout production. And before any product leaves the plant, it undergoes a formal internal quality release: a final verification that all non-conformities have been closed, all required certifications are in hand, and all material documentation is complete and traceable. Nothing ships without that sign-off.
Project Quality
Project quality begins at project kick-off and operates as a dedicated, transverse function alongside project execution. A quality manager embedded within each project team oversees quality across all suppliers, maintains traceability of quality documentation and certificates, and manages on-site inspections at supplier facilities. Central to this is the Inspection and Test Plan (ITP): a detailed document, often 20 to 30 pages, submitted to the customer for review and approval before execution begins. The ITP defines specific hold points and stop points during the supplier’s manufacturing process where John Cockerill’s sign-off is required before work can proceed. On technically demanding projects, the ITP review cycle with the customer can run through several iterations before it is finalized. Project Quality Managers have to sign a quality release before the supplier is authorized to ship their components or assemblies. Quality, in other words, is present at every step from kick-off to delivery.

Quality Control and Quality Assurance: Why the Distinction Matters
Quality control and quality assurance are often used interchangeably. They describe fundamentally different approaches.
Quality control is reactive: you check whether a product or component conforms to requirements after the fact. Done well, it catches problems. But by the time a defect reaches a quality control checkpoint, resources have already been invested in a potentially nonconforming product.
Quality assurance is proactive: it means putting the process itself under control so that defects are less likely to occur in the first place. The strategic goal is to build reliability in the processes as far upstream as possible, to the supplier, to incoming inspection, to in-process checks, so that problems are caught where they are cheapest to resolve. Over time, as quality assurance matures, the expectation is that quality controls detect fewer and fewer issues, because the underlying processes have become inherently more reliable and because quality is embedded in the product, by design.
In practice, John Cockerill applies both. When defects do occur, the response is structured: a non-conformity report is issued, root cause analysis is conducted, corrective actions are implemented for the immediate product, and preventive actions are deployed to change the process so the same defect cannot occur on the next project. Voice of customer surveys, conducted at project completion, provide an additional external input into continuous improvement. Every project makes the next one better.
The Cost of Non-Quality: Why Getting It Right Early Matters Most
The distinction between quality assurance and quality control is not only a matter of philosophy. It has direct financial consequences.
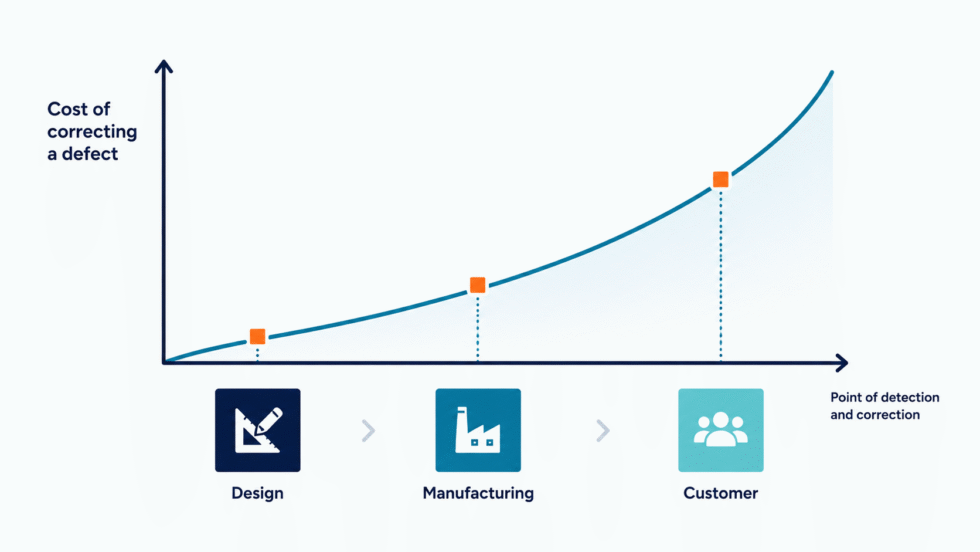
Every quality defect carries a cost of non-quality: the cost incurred because a product or process failed to meet requirements. This includes defects, rework, retesting, delays, and, in the worst cases, failures in the field. What is often underestimated is how that cost escalates depending on when the defect is detected.
A defect identified at the design stage, before a single component has been ordered or manufactured, costs relatively little to resolve. The same defect discovered during manufacturing requires rework, re-inspection, and potentially the scrapping of produced parts. Detected only after delivery, it can trigger unplanned downtime, field interventions, warranty claims, and reputational consequences that far outweigh the original cost of prevention.
This is why John Cockerill’s quality strategy is deliberately front-loaded. By embedding quality from the first stages of product development, by subjecting design changes to rigorous review and testing before they proceed, and by pushing inspection as far upstream as possible into the supplier’s own process, the goal is to resolve potential issues at the point where the cost of doing so is lowest. The further downstream a problem travels undetected, the more expensive it becomes, for the manufacturer and ultimately for the customer.
Verified by Independent Third Parties
Multiple layers of external validation are built into John Cockerill’s product delivery process, providing assurance that is grounded in independent review rather than internal assessment alone.
Stacks are certified by notified bodies: independent technical organizations authorized to assess conformity with local directives and standards. These bodies evaluate design calculations, inspect material traceability records, and conduct physical tests including pressure and leak testing. The result is a product certification covering the design and manufacturing of the stack, serving as evidence that the product is safe and fit for use under its intended operating conditions.
Beyond stack certification, balance-of-stack components are certified against applicable standards: CE marking for the European market, and ASME certification for the American and Indian markets. Piping, interconnections, and other critical assemblies carry their own certification requirements. The overall scheme is comprehensive and layered by design.
When John Cockerill makes claims about the quality of its products, those claims are backed by documentation and third-party verification. The notified body, not the manufacturer, has the final word.

Same Quality, No Matter the Location
John Cockerill manufactures stacks at facilities across multiple locations globally. For customers evaluating an electrolyzer supplier, this raises a legitimate question: does the quality level depend on where the equipment is made?
The answer is no. John Cockerill applies the same quality standards across all manufacturing locations: the same incoming inspection protocols, the same ITP requirements, the same internal testing procedures, and the same final quality release criteria. A customer’s confidence in a John Cockerill product should not be affected by the origin of the stack, because the standards governing its production are identical regardless of where it is built.
Maintaining that consistency across geographically distributed manufacturing is an ongoing discipline, not a one-time exercise. Beyond rigorous supplier qualification, regular audits, and active management of quality practices across sites, the quality team works hands-on to bridge expertise gaps, upskilling emerging suppliers to meet the high maturity levels we demand. But it is central to John Cockerill’s commitment: the same product, to the same standard, every time.
A Culture, Not a Department
Underlying all of this is a principle John Cockerill holds across its organization: quality is owned by everyone. A quality department that operates in isolation, checking outputs while the rest of the organization optimizes for speed and cost, would make our end-to-end processes unpredictable and effectively out of control. Real quality performance requires every function, from engineering through procurement and manufacturing to project execution, to treat quality as a shared responsibility.
The principle is straightforward: every employee doing the right thing, being governed by what is correct rather than what is convenient, is already doing quality. That is the standard John Cockerill holds itself to.

To understand how John Cockerill’s quality standards apply to your specific project requirements, contact our team
FAQs
How do I assess whether an electrolyzer supplier’s quality commitments are real?
Ask for specifics rather than assurances. A supplier with a mature quality program can describe exactly how quality is managed at each stage of the value chain and can point to external certifications and third-party validations that support their claims. If the answer is primarily about having a quality department, that is a different thing from having quality embedded in every process.
What is a notified body, and why does stack certification matter?
A notified body is an independent organization authorized to assess conformity with regional directives and standards. For pressurized hydrogen equipment, notified body certification is a regulatory requirement. The certification process includes design review, material traceability verification, and physical testing. When a supplier tells you their stacks are notified-body certified, it means an independent technical authority has verified that the product meets applicable safety and design standards.
How does quality relate to the long-term cost of my electrolyzer investment?
A quality defect that reaches the field costs far more to resolve than one caught during manufacturing. Unplanned downtime, stack replacement, rework, and the impact on hydrogen production economics can significantly alter the true cost of a project over its lifetime. Quality-driven manufacturers invest upfront in inspection, certification, and process control precisely because the cost of a problem in the field is far higher than the cost of preventing it.
What quality documentation should I expect to receive when a John Cockerill system is delivered?
At delivery, John Cockerill provides a complete quality release package: confirmation that all non-conformities identified during manufacturing have been closed, all required material certificates are present and traceable, and all applicable certifications, including notified body certification for the stacks, are included. This documentation provides a verifiable record of the product’s manufacturing history and the quality controls applied throughout its production.