From Lab to Field: How John Cockerill’s Test Bench Program Secures Your Investment
June 01st 2026
When a customer invests in a large-scale electrolyzer system, they are making a long-term commitment—one measured not in months but in decades of operation. The question is not simply whether a system works on day one. It is whether it will perform as specified across years of real-world operating conditions, under cycling loads, pressure variations, and the accumulated wear that no spreadsheet can fully predict.
At John Cockerill, the answer to that question is built in before a system ever reaches a customer’s site. Through a rigorous, multi-stage test bench program—combined with continuous computational modeling—John Cockerill validates critical components and design decisions against real-world conditions. The result is a product with documented, traceable performance data behind every specification.
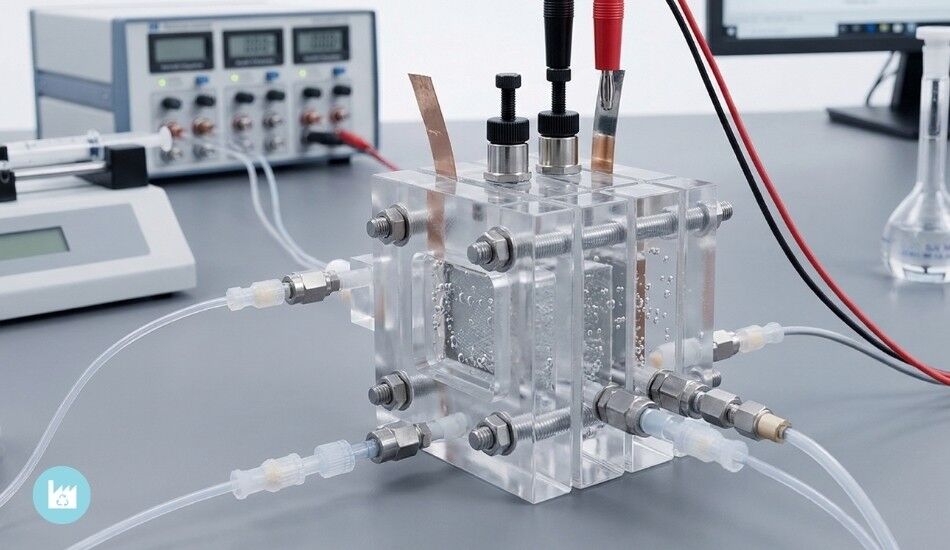
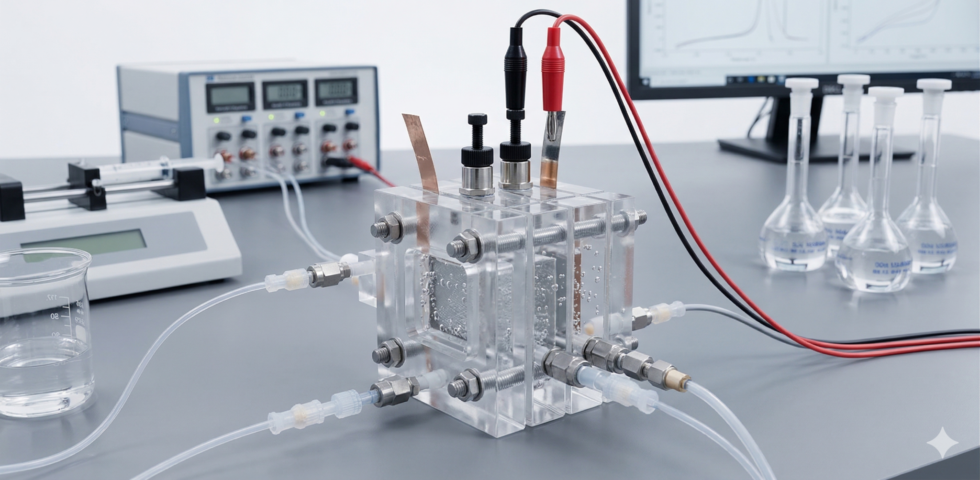
What Is a Test Bench?
A test bench is an experimental platform designed to recreate, in a controlled and instrumented environment, the operating conditions of an electrolyzer system—or a specific component within it. Depending on the objective, a test bench can range from a small laboratory cell evaluating a single electrode coating to a full-scale facility that mirrors the behavior of what a customer would deploy on-site.
In every case, the goal is the same: to obtain real performance data under conditions that are representative of actual operation. Paper calculations and supplier datasheets tell part of the story. Test bench results tell the rest. The larger the test bench, the closer the results are to what will happen at a customer’s site.
At full scale, phenomena like flow distribution across large electrode surfaces and thermal gradients through the stack emerge in ways that small-scale tests cannot replicate.
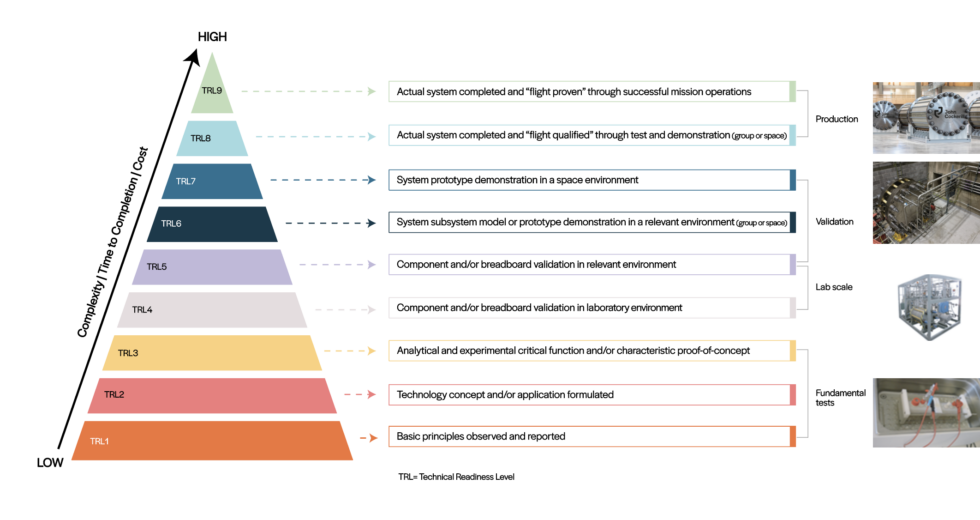
The Testing Pyramid: From Early Evaluation to Full Qualification
John Cockerill’s approach to testing follows a structured, hierarchical logic. At the base of the pyramid are small-scale, rapid, and cost-efficient tests that screen a large number of potential components or configurations. As promising candidates move up the pyramid, testing becomes more complex, more representative, and more closely aligned with real operating conditions. This structure matters for two reasons.
First, it is economical—eliminating poor design and components early, before significant resources are committed. Second, it ensures that components are validated not just in isolation, but in the context of increasingly complex assemblies. A component that performs well alone may interact unexpectedly with other elements in a full stack. The pyramid surfaces these interactions progressively, at the scale where they can be studied and addressed.
By the time a design reaches the upper levels of the pyramid—full-scale, pressurized, long-duration testing—the critical unknowns have already been resolved. What remains is qualification: confirming, with objective evidence, that the system performs as specified.
What Gets Tested—and Why It Matters
Testing at John Cockerill covers a full range of parameters that determine how a John Cockerill electrolyzer performs over its operational lifetime.
Electrochemical performance is the foundation. Through polarization curve measurements taken at multiple load levels, John Cockerill quantifies the electrical efficiency of electrodes and stack assemblies under representative conditions. These measurements are comparable across scales, allowing performance trends identified at the small-scale to be tracked as designs mature.
Gas purity requires more complex test conditions—pressurized cells with diaphragms—and becomes increasingly important as stack size increases.
Gas crossover is measured and tracked across the full test program.
Durability and degradation are among the most challenging parameters to evaluate. A customer deploying an electrolyzer expects a defined operating lifetime, and John Cockerill is accountable for that commitment through the warranties it provides.
To validate long-term performance without waiting years for results, John Cockerill employs accelerated stress testing protocols—compressing years of start-stop cycling and load variation into structured test sequences.
Designing these protocols requires a precise understanding of the degradation mechanisms at play; too aggressive an acceleration and the test does not reflect reality. Too mild, and it provides false confidence.
Operational flexibility is evaluated at larger scales, including parameters such as minimum stable operating load, maximum continuous rate, and ramp rate capability—the metrics that matter most for customers operating with variable renewable energy sources.
Safety is non-negotiable at every level. Even components sourced from established suppliers with strong market reputations are tested before use. Material compatibility with concentrated potassium hydroxide under pressure and temperature, for example, cannot be assumed.
Modeling and Testing: A Continuous Feedback Loop
Testing does not operate in isolation from computational modeling. The two are closely integrated at John Cockerill, and each informs the other.
Simulation provides a faster, lower-cost method for evaluating design iterations and exploring the expected behavior of new configurations. But models are only as reliable as the assumptions and coefficients that underpin them. Test bench data is what validates and refines those models—establishing confidence that simulation outputs reflect physical reality rather than theoretical approximation.
In practice, this creates a productive loop: models guide the design of test programs and help interpret results; test results sharpen the accuracy of models and extend their predictive range. When an operational issue emerges, a well-calibrated model can suggest hypotheses for root cause and guide the selection of targeted tests to resolve it efficiently.
This integration means that insights gained from every test campaign—including data from deployed commercial systems—continuously feed back into John Cockerill’s design and modeling capabilities. The understanding of how components behave, degrade, and interact grows with every test.

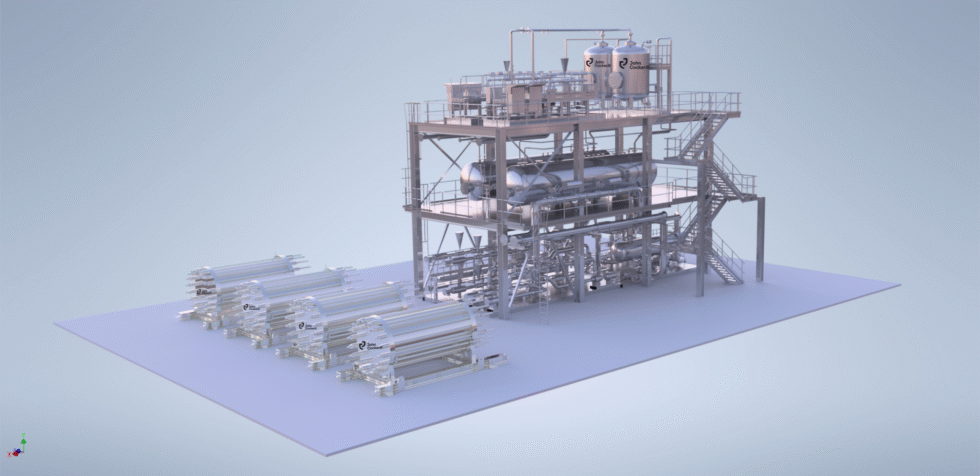
Scale Matters: Why 1:1 Testing Cannot Be Replaced
A consistent theme across John Cockerill’s testing program is the importance of scale fidelity. Physical phenomena that are negligible at small scale can become significant at full scale—and designing to avoid them requires testing at the scale where they actually appear.
Fluid dynamics offer a clear example. Lye flow is a one- dimensional input, but the electrode surface it must cover is two-dimensional. At small electrode sizes, this creates no meaningful challenge. At full commercial scale, ensuring adequate flow distribution to remove gas bubbles across the entire electrode surface becomes a design parameter in its own right. Only full-scale testing reveals the magnitude of the effect and confirms that the design addresses it.
This is why John Cockerill’s test program extends to a full 1:1 scale test facility—replicating the exact dimensions, pressures, temperatures, and operating conditions that customers encounter. Testing at this scale is not simply confirmation. It is the only way to capture the complete set of phenomena that govern real-world performance.
What This Means for Customers
For a customer evaluating an electrolyzer supplier, the question to ask is not just “what is your efficiency rating?” The more relevant question is: “What objective evidence can you provide that your system will perform as specified—over its full operating lifetime, under my operating conditions?”
Testing is what transforms claims into evidence. It is what allows John Cockerill to offer performance guarantees and warranties that are grounded in validated data rather than extrapolated from theoretical models or small-scale analogues.
The investment in an electrolyzer system is substantial. The test bench program at John Cockerill is, ultimately, the investment in making that investment secure.

Learn More
To understand how John Cockerill’s technology is designed and validated for your project conditions, contact our team.
FAQs
A supplier’s quoted energy consumption looks impressive — how do I know it reflects real-world performance?
You need to further investigate. Suppliers often quote only the stack-level DC figure, excluding the power conversion unit, gas separation, purification, and auxiliary systems — making the number look more favorable than actual operation will be. Before any comparison is meaningful, confirm whether the figure is AC or DC, what’s included, and whether losses are accounted for. A supplier backed by real test data can give you a figure grounded in system behavior, not assumptions. John Cockerill’s guide Evaluating Electrolyzers: A Guide to Ensuring a True “Apples-to- Apples” Technology Comparison walks through the full list of technical discrepancies to watch for when comparing supplier quotes.
How does degradation factor into the true cost of my investment?
A supplier may quote a degradation rate calibrated to stable, continuous operation — which tells you little if your plant cycles frequently or follows variable renewable loads. Faster-than-projected degradation means higher energy consumption, earlier stack replacement, and an LCOH that diverges from your model.
Ask whether degradation claims are backed by test data and contractually guaranteed. John Cockerill’s white paper Calculating the True Cost of Hydrogen explains how degradation, plant availability, and operating hours interact to determine true lifetime cost.
Once my electrolyzer is commissioned, what keeps it performing as specified?
Commissioning is the beginning, not the end. Over a 20–25 year project lifetime, sustained performance depends on structured maintenance, fast issue resolution, and proactive spare parts planning. A long-term service agreement with the OEM aligns all of this under a shared commitment to availability — replacing reactive maintenance with planning and visibility. John Cockerill’s white paper De-Risking Your Green Hydrogen Investment: Why Long-Term Service Agreements Are Critical for Project Success outlines how a well-structured LTSA supports investor confidence and operational predictability over the long term.
Why do lenders and investors care so much about which electrolyzer supplier I choose?
Because the electrolyzer is the primary revenue-generating asset, and lenders assess the risk of it not performing as projected. A supplier with a proven track record, validated performance data, and the financial stability to stand behind guarantees substantially reduces that risk — and can be the difference between a bankable project and one that isn’t. John Cockerill’s blog De-risking Your Green Hydrogen Project: Why Bankability and a Strong Partner Matter explains the four dimensions lenders evaluate when assessing supplier-related project risk.